钢带造粒机是国内硫磺造粒最主要的工艺设备,区别于湿法造粒机,钢带造粒机能够以更低的成本进行生产。
通常来说,一套国产冷凝钢带造粒机的成本在几十万左右,其中造粒机头和钢带占据了大部分的成本。所以造粒机钢带的选择也是生产厂家最需要注意的问题。
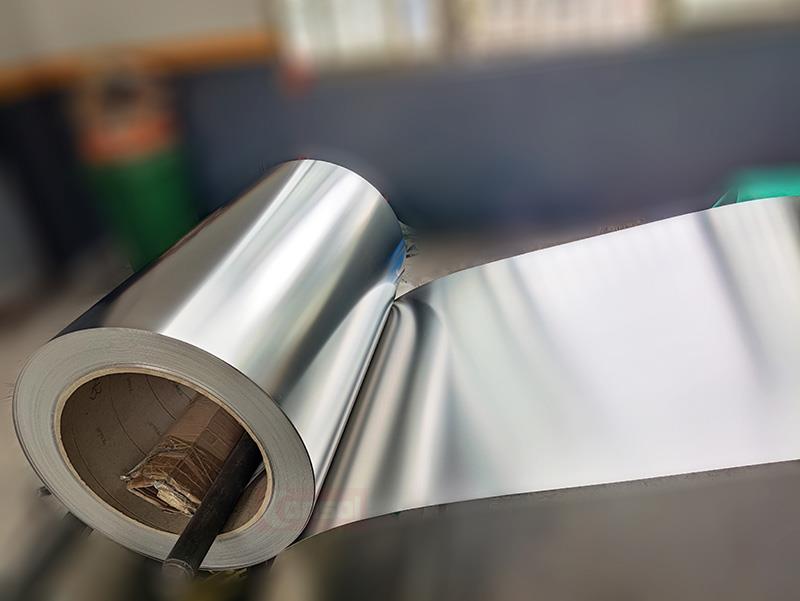
广州肯绍钢带系统提供的造粒机钢带以欧洲日本的不锈钢材为原材料,经过特殊加工处理后再根据客户需求再加工成特定尺寸,最后在客户现场进行无缝焊接。肯绍 造粒机钢带具有很高的抗拉强度,完全适应快速回转的拉力要求,保证产量的最大化。
2钢带产生裂纹的原因分析
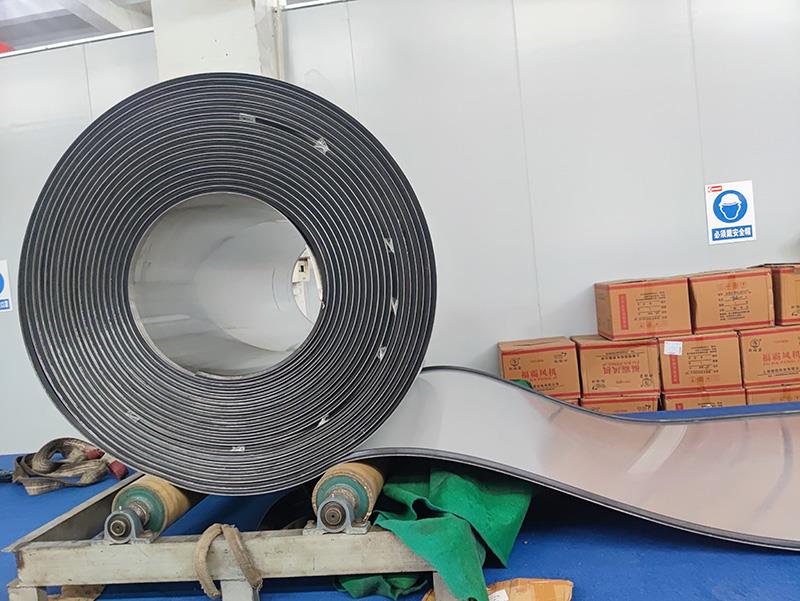
回转带式冷凝造粒机钢带选用进口不锈钢带,尺寸为38300mm X 1500mm X 1mm.正常生产情况下,钢带以0.48m/s的速度运行, 每年按8000h开工,- 年钢带要运行的总长度为1. 38X 107m,钢带的焊缝在主动辊和从动辊处环绕的次数是7. 21X105次, 可见钢带在受热情况下反复弯曲,这就是导致钢带边沿开裂的主要原因。主动辊和从动辊对钢带的张紧力使钢带拉长减薄。钢带在受热情况下来回转动,反复弯曲,产生塑性变形,会出现伸长现象,此时要通过从动辊不断张紧钢带,这样钢带在拉伸力的作用下伸长,从而出现减薄现象。
造粒机在运转时,如果有固体颗粒或其它异物落在钢带上,运转至辊子时受到挤压,钢带局部受力,产生集中应力,成为易损部位。多次运转后,钢带就会在挤压处产生裂纹。比如拆装布料器时,易压着钢带边沿。从当时情况看,没有损伤,但是运转一段时间, 就会在挤压处产生裂纹。钢带运行过程中与主动辊、从动辊、托辊、反向刮刀、剥离刀等接触,这些零部件对钢带有擦伤、划痕、刺破、折断、卷边等损伤,会使钢带产生裂痕。

3造粒机钢带的维护保养措施
根据造粒机的开工率和实际使用工况,一般情况 下钢带质保期为年。如果使用、维护保养得当,可以适当延长钢带寿命,通常采用的维护保养方法有:
4.1在检修过程中拆卸布料器时,要在钢带上垫好较厚的木版或棉毯,防止布料器压在钢带上,尤其是压在钢带的边沿处,形成应力集中点。
4.2钢带的定 位胶条有松动或脱落时,应停止造粒机运转,将松动或脱开的胶条重新粘接或割除,防止胶条卷入主动辊或从动辊,挤压钢带,形成应力集中点。
4.3 正常投用的钢带的喷淋冷却水很重要,必须保证喷头全部畅通,水质清洁,并使喷淋水能覆盖到整个钢带,水温度保持在20C以下。
4.4钢带的边沿沿轴向出现微裂纹,为了防止裂纹的延伸,可以在裂纹的顶端钻准2mm的小孔,也可将钢带裂纹处割成弧形并打磨光滑。
4.5造粒机尾端刮刀的压紧度不宜太紧,否则会刮伤或撕裂钢带。钢带的松紧度不宜太紧,否则钢带在张力下产生塑性变形,减少使用寿命。
4.6钢带跑偏时,要及时微调定位螺杆,边转边调整,不可停下来调整或大幅度调整。
4.7在开启造粒机前,必须仔细检查钢带内有无异物,否则会挤压钢带产生应力集中。要及时清理干净造粒机水槽、机头、机尾、机架和钢带上的粉尘,保证造粒机工作环境卫生清洁。
3焊接修复方法
焊机选用热源比较集中的直流脉冲亚弧焊机。焊丝用专用焊丝,也可用从材料相同的旧钢代上剪下的细丝。焊接电流控制在40~50A,电压控制在7.8~9. 5V,焊接速度控制在6cm/min,氩气流量约7~8L/min.钨极直径选用准2.4mm,焊丝直径准1mm。
3.1 根据钢带 边沿裂缝长度,剪下材料相同的梯形补片,用磨光机、锉刀和砂纸打磨补片边沿,要求平直且无毛刺;
3.2以补片为样板, 在钢带上划线,用切割机沿划线切下有裂纹的部分,用磨光机、锉刀和砂纸打磨钢带切口边沿,要求平直无毛刺;
3.3将补片插入钢带切口, 使其间隙控制在0.1~0.2mm,若达不到要求,继续用手工修磨;
3.4用丙酮清洗补片、切口边沿以及钢带两面焊缝周围100mm范围内的污垢;
3.5用铜板垫平垫实焊接部位,并用C形夹 具夹紧钢带与梯形补片,使焊缝接口处于平整对齐状态;3.6用专用焊机, 按规定参数进行焊接。为了减少焊接变形,焊接时首先点焊梯形的上边,每次焊接长度10mm,焊后用手锤敲击,消除应力。
+ 关注我们



友情链接:
电话:+86 020-85823081 手机:17817888312 粤ICP备18032917号